

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
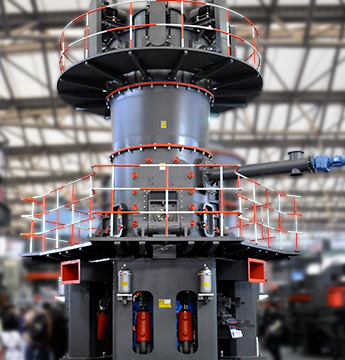
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

产品焊接作业指导书范本

.jpg)
焊接作业指导书完整版样本百度文库
2019年10月16日 — 本标准规定了氧乙炔火焰切割、 焊接以及手工电弧焊作业要求。 本标准适用于本公司产品中钣金件、 结构件的焊接作业工作。步骤要求 人员配置 1人(机器人操作,产品外观目测检验) 作业类型 焊接生产作 焊接作业指导书模板百度文库步骤要求 人员配置 1人(机器人操作,产品外观目测检验) 作业类型 焊接生产作业 示意图 1作业前需要佩戴劳保手套、劳保鞋、耳塞和眼镜(见图1);焊接作业指导书模板百度文库焊接作业指导书 2焊接材料出现脱落或裂纹,可能是焊接温度过高或焊接速度过慢,应调整焊接参数。 3焊接过程中出现飞溅现象,可能是焊接材料含水分过高或表面有油污,应将 焊接作业指导书百度文库
.jpg)
焊接作业指导书参考模板百度文库
焊接作业指导书 1适用范围 11为了保证工程施工中现场设备和工业金属焊接工程的质量,焊接工艺的规范化特编写本指导书。 12适用于使用碳素钢、低合金钢钢管及管件和其它公 2020年9月21日 — 发放编号:焊接作业指导书同意:审核:编制:实施日期:焊接作业指导书1使用范围本指导书适适用于我企业生产制造零部件焊接作业。 2焊接总体工艺要求21 焊接作业标准指导书模板 豆丁网1、手工电弧焊工艺参数的选择 (1)焊条种类和牌号的选择 a、母材抗拉强度在400MPa左右的结构件,(如Q235A、20)选用酸性焊条,母材抗拉强度在500MPa以上(如45# 焊接通用作业指导书百度文库2013年7月10日 — 1、设备 焊接所用设备应能满足焊接工艺要求,具有良好的工作状态和安全性。 2、焊接工艺 (1)在焊接生产开始前,应制定详细的焊接工艺指导书,并对此焊 焊接作业指导书内容百度文库
.jpg)
(完整word版)焊接作业指导书及焊接工艺 文档之家
2024年1月1日 — 2.范围:21适用于钢结构的焊接作业。 22不适用有特殊焊接要求的产品及压力容器等。 3.职责:指导焊接操作者实施焊接作业等工作。 4 工作流程 41作业流程图42基本作业:421查看当班作业计划: 2019年10月21日 — 操作人员有焊工上岗证,熟悉使用灭火器及有2不能烧伤防振胶、泡沫垫、管套等其它部件。 一定的安全知识,操作时必须配戴防护眼镜。 3互 检 内 容助焊剂 焊接作业指导书范例 豆丁网2020年1月4日 — 焊接工艺作业指导书本《焊接工艺作业指导书》是指导及保证焊接工序质量的指导性文件,适用于企业低碳钢和低合金高强度钢板材、钢丝等各种材质及型材的焊接。焊接工艺指导书 道客巴巴2024年1月1日 — 1.目的:明确工作职责,确保加工的合理性、正确性及可操作性。规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。 2.范围:21适用于钢结构的焊接作业。22不适用有特殊焊 (完整word版)焊接作业指导书及焊接工艺 文档之家

各类产品组装生产工艺作业指导书模板百度文库
各类产品组装生产工艺作业指导书模板发现异常不能自行处理,请及时通知拉长/主管版 本文件编号制定日期核定日期机型名称 BT音箱 型号图示×××××××电子有限公司×××部门作业指导书组装线 工序号工序名使用 名称原材 烙铁料及 胶件 工具作业类别 2015年10月10日 — PCBADIP手工焊接通用作业指导书1目的规范PCBA手工焊接操作,保证手工焊接质量。2适用范围适用于指导PCBA手工有铅焊接通用操作,有特殊焊接要求的按相应工艺文件要求操作。3作业条件31操作人员须经过培训合格后方可上岗作业。PCBA (插件DIP 贴片SMT 维修 烙铁焊接)手工焊接通用 产品作业指导书模板4 问题分析和改进作业指导书中列举的常见问题和解决方法可以作为问题分析和改进的参考,帮助企业不断改进产品的生产过程和质量。五、总结作业指导书是产品生产过程中必不可少的文件,它可以帮助企业确保产品的质量和一致 产品作业指导书模板百度文库5作业准备和条件 51设备 焊接所用设备应能满足焊接工艺要求,具有良好的工作状态和安全性。 52焊接工艺 521在焊接生产开始前,应制定详细的焊接工艺指导书,并对此焊接工艺进行评定。 421焊条的烘烤温度和时间应严格按照说明书要求进行。焊接作业指导书参考模板百度文库
.jpg)
焊接工艺指导书 道客巴巴
2020年1月4日 — 焊接工艺作业指导书本《焊接工艺作业指导书》是指导及保证焊接工序质量的指导性文件,适用于企业低碳钢和低合金高强度钢板材、钢丝等各种材质及型材的焊接。规程内容包括:焊接方法、焊前准备、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。一、焊接 提供SMT焊接质检作业指导书范文word文档在线阅读与免费下载,摘要:SMT作业指导书产品型号零件、配件工装、工具作业名称贴片焊接质检贴片完成后的组件放大镜等序号Pxx工时辅助材料立碑作成日期141124版本V1错位1检查元件有无错焊、漏焊。2检查焊点是否开裂、焊球中是否有孔洞。SMT焊接质检作业指导书范文word文档在线阅读与下载 81电阻焊机作业指导书文件编号电阻焊机作业指导书一 目的规范电阻焊机的操作,确保焊接产品的一致性版ห้องสมุดไป่ตู้本生效日期 页 码1 OF 1二 适用范围适用于所有电阻焊产品的焊接三 职责1工程师负责制定每款产品的焊接参数 如电流和电焊接时间 281电阻焊机作业指导书百度文库产品外观全检作业指导书范例参考产品指示面如图 ⑥由以上D级面旋转到 产品B级面如图③检查 外观上表面有无起泡 、起皮、发黑、发黄 、碰伤、砂孔、漏底 层、多料、碰缺、缺 料、披锋等不良。 产品检验标准程序(SIP)产品外观全检作业指导书以下 产品外观全检作业指导书范例百度文库
.jpg)
焊接作业标准指导书模板 豆丁网
2020年9月21日 — 发放编号:焊接作业指导书同意:审核:编制:实施日期:焊接作业指导书1使用范围本指导书适适用于我企业生产制造零部件焊接作业。2焊接总体工艺要求21人员要求211焊接人员必需经焊接理论学习和实际培训,经考试并取得对应资格证书后方可进行相 2016年3月2日 — 产品包装作业指导书UDZD100SC041、目的规范和指导产品包装,控制和保证产品包装质量。、适用范围适用于公司所有产品的包装入库工序和包装人员。3、步骤和要求31检查产品外观。不得有磕碰划伤、破损、脱漆、锈蚀、灰尘、脏污等,必要时可用软布(如毛巾)擦拭干净。产品包装作业指导书 道客巴巴焊接作业指导书 1 目的 按图纸要求对铁件实施焊接工作,保证焊接质量; 2 适应范围 本守则适用于本厂所有产品生产过程中焊接工序;凡设计图纸、技术要求、工艺文件对焊接注有特殊要求应按照要求施焊,对焊接没注明要求一律执行本守则规定; 3 焊接作业指导书百度文库【推荐下载】塑料焊接作业指导书word范文模板 (11页)4、5产品从生产到使用之间的存放期不应超过1年,发料时要坚持篇二:塑料门窗焊接作业指导书塑 料 门 窗 焊 接 作 业 指 导 书1 目的通过焊接作业指导,确保焊接质量。 2【推荐下载】塑料焊接作业指导书word范文模板 (11页
.jpg)
生产作业指导书模板 范文118
2024年8月27日 — 作业指导书范本 作业指导书范本,内容附图。 作业指导书范本 作业指导书版本修改A2编制审核审批受控状态分发号地址邮编1作业指导书版本修改A2目录部分岗位职责3第二部分岗位人员职责3第三部分工艺环保4第四部分设备部分16第五部分安全部 2010年1月1日 — 焊接作业指导书模板31011清理方法:喷砂处理。3102焊后冷却:焊后必须缓慢冷却,以免产生淬硬组织。 41 焊接过程质量控制的环节,内容如下:411满足产品设计要求、符合质量体系要求的各种技术文件;412 焊接作业指导书模板百度文库2016年8月17日 — 篇一:焊接工艺作业指导书样本 焊接工艺作业指导书 本指导书适用于手工电弧焊和自动焊方法完成的由普通 碳素结构钢或普通低合金结构钢制造的焊接结构件。对本作 业指导书未规定的要求,应在图样或技术条件中规定。1 焊前准备 11材料焊接作业指导书范本 豆丁网2021年4月20日 — 标准作业指导书 工序 点焊作业 编制 序号 1 2 准备项目 焊丝 气保焊机 作业前准备 项目要求 焊丝牌号、规格与焊接件相同。 焊机正常,气源充足,气路畅通。 审核 简要图示或照片 批准 3 劳保用品 首检每班一次。 质检巡检,每 23h 一次,510 件/次。 员工 焊接标准作业指导书SOP百度文库
.jpg)
焊接作业指导书范本 豆丁网
2020年2月6日 — 焊接作业指导书范本篇一:焊接工艺作业指导书样本焊接工艺作业指导书本指导书适用于手工电弧焊和自动焊方法完成的由普通碳素结构钢或普通低合金结构钢制造的焊接结构件。对本作业指导书未规定的要求,应在图样或技术条件中规定。焊接工艺指导书第2页 焊接位置: 对接焊缝的位置水平固定(5G) 焊接方向:(向上、向下)向上 角焊缝位置/ 焊接方向(向上、向下)/ 焊接工艺指导书第1页 单位名称焊接工艺评定报告编号ZXZGRZWPS01 焊接工艺指导书编号日期 焊接方法GTAW+SMAW焊接工艺指导书(全)百度文库2006年6月28日 — 作业指导书(样本)签字日期 准备检查2006628 赵莹花名称数量32 ×32 ×275 ×460管 1 32 ×32 ×275 ×72管254 ×254 ×220管 219×19×200方钢2钻孔1.所钻工件置于工装夹具中(如图),装直径小 于所钻孔径02mm的钻头于铅床夹头中(以保 证所钻孔在 作业指导书(样本)百度文库20#氩电联焊作业指导书六、焊接一览表(单台锅炉数量)序号项目名称材质规格焊口数量(个)备注1顶部连接管X61512下降管#20042X51613高温过热器出口至主蒸汽集箱管CC#X1674过热器顶部管CC#X6125省煤器连接管CC#20089X420#氩电联焊作业指导书百度文库

产品包装作业指导书百度文库
包装作业指导书 JH—Q—018 AO 1/7 1目的 制定产品包装作业指导标准,保证产品包装质量符合要求 2适用范围 适用于地弹簧包装作业过程的指导和规范 3职责 31生产部包装工序作业员工负责对产品按作业指导书进行规范化包装,保证产品包装质量符2019年11月15日 — 为正确指导焊工进行焊接操作,让焊工熟悉焊接的基本要求,特制订本通用焊接工艺指导书,以利于提高焊接质量,工程局所有焊接原则上必须遵守本作业指导书。 各种钢的焊接 氩弧焊 氩弧焊机 YM350GE2 铝合金、不锈钢 直流反接 24作业条件焊接工艺(作业指导书)百度文库2015年7月25日 — 1焊接检验作业指导书1目的为焊接人员作业和自检,以及检验员检验提供检验规则及检验方法,指导其正确生产、检验,从而稳定产品质量。对本作业指导书未规定的要求,应在图纸和相关工艺资料中规定。焊接检验作业指导书 豆丁网焊接检验作业指导书 1目的 为焊接人员作业和自检,以及检验员检验提供检验规则及检验方法,指导其正确生产、检验,从而稳定产品质量。对本作业指导书未规定的要求,应在图纸和相关工艺资料中规定。 2适用范围 本指导书适用于混合气(二氧化碳+氩气焊接检验作业指导书百度文库

焊接检验作业指导书docx百度文库
焊接检验作业指导书docx 工装、夹具焊接工装必须保证各零件的正确装配,各零件的相对位置必须符合图纸及相关焊接工艺等技术文件的要求,重要位置可留出焊缝收缩余量或制定预变形工艺。各零件通过焊接工装正确装配后,必须通过夹具可靠固定 氩弧焊是一种常用的焊接方法,通过在焊接区域产生一股稳定的氩弧,利用氩气的惰性特性保护焊接区域免受氧气和其他杂质的污染。本指导书旨在提供详细的氩弧焊作业指导,确保焊接质量和安全。 二、作业准备 1确保焊接区域干净,无油污和杂质。氩弧焊作业指导书百度文库激光切割作业指导书8、下料去毛刺81切割下料完成后,将工作台开出。82将工件从工作平台取下放到激光切割下料区域,将余料吊运至废料区,若余料可以二次利用,需在钢板上用黑色油漆笔写上材质、规格,并吊运至二次利用钢板存放区,吊运过程注意激光切割作业指导书百度文库人员配置 1人(机器人操作,产品外观目测检验) 作业类型 焊接生产作业 示意图 1作业前需要佩戴劳保手套、劳保鞋、耳塞和眼镜(见图1); 百度文库 1 作业前 2由技术人员检查焊接设备是否完好(见图2) 准备 3由技术人员调节焊接参数设定(见图3、图4)焊接作业指导书模板百度文库
.jpg)
焊接作业指导书范本 道客巴巴
2017年8月26日 — 焊接作业指导书范本焊接作业指导书范本篇一:焊接工艺作业指导书样本焊接工艺作业指导书本指导书适用于手工电弧焊和自动焊方法完成的由普通碳素结构钢或普通低合金结构钢制造的焊接结构件。对本作业指导书未规定的要求,应在图样或技术条件中规定。1焊前准备11材料111焊接结构件所用 产品名称 BF2调角器与 BF23底框总成 设备名称 OTC松下电焊机械 作业步骤: 手 (4号机) 零(部)件 图号 2HJ008 组对工装 BF2/BF5008 零件图示及焊点分布 焊接作业指导书焊接作业指导书模板百度文库焊接作业指导书模板以上就是焊接作业指导书的全部内容,希望对大家的工作有所帮助。祝大家工作顺利!2 对于重要焊接件,应建立焊接质量档案,记录焊接过程中的关键参数和检验结果。七、总结。通过本指导书的学习和实践,相信大家对焊接作业 焊接作业指导书模板百度文库2016年8月26日 — 生产作业指导书范本doc,生产作业指导书范本 篇一:生产作业指导书模板 产品名称: 产品型号: 物料代码: 产品客户:美的压力锅公司 编制/日期: 审核/日期: 批准/日期: 发布;共页 篇二:生产作业指导书格式 篇一:作业指导书格式篇二:生产作业指导书 篇三:作业指导书格式篇四:作业 生产作业指导书范本doc 原创力文档

焊接作业指导书模板百度文库
A0/1 工序名称 焊接工序 标准工时 单件工时20秒 4 5 6 步骤要求 人员配置 1人(机器人操作,产品外观目测检验) 作业类型 焊接生产作业 示意图 1作业前需要佩戴劳保手套、劳保鞋、耳塞和眼镜(见图1);以上是产品作业指导书模板 的详细内容,希翼对您编写符合要求的指导书有所匡助。如有任何疑问,请随时与我们联系。 产品作业指导书模板 一、概述 产品作业指导书是为了匡助操作人员正确、高效地进行产品操作而编写的指导文档。本文档旨在提供 产品作业指导书模板百度文库1光源要求:白炽灯; 2作业员要求: 男生 女生 熟练者 其它 3作业员视力:10以上 变更内容 变更日期 变更人 记录保管期:四年 客户名称 机型 料号 产品名称 ( )作业指导书SOP 工艺流程 使用设备 工位名称 工位 序号 作业人力 文件编号 版次 页码 ※使用SOP作业指导书[空白模板]百度文库为确保对接焊接接头超声波检测工作质量符合有关规程、标准的规定,特制订本作业指导书。 2适用范围 21本作业指导书适用于XXXXX使用A型脉冲反射式超声波检测仪,以单斜探头接触法为主进行的对承压设备对接焊接接头的超声波检测工作和以单直探头接触超声波检测(UT)作业指导书范本百度文库
.jpg)
焊接工艺作业指导书范本百度文库
焊接工艺作业指导书范本1焊前准备11材料111焊接结构件所用材料的钢号、规格、尺寸应符合图样和产品技术条件的规定。112钢材和焊接材料必须备有合格证书。 对于无牌号、无合格证书的钢材和焊接材料必须补做试验,严禁使用牌号不明、未经技术 包装岗位作业指导书标准范本6实行包干制责仸到人合格证的计量数与实际包装数必须相对应仔细核对包装物和产品规格品种数量生产日期等内容是否相符入库时要轻拿轻放对号入7讣真细致地做好本岗位的定期清洗消毒工作做好本岗位的相关记录 编号:QC 包装岗位作业指导书标准范本百度文库2024年8月4日 — 作业指导书基本格式及参考样本 作业指导书书写模板及参考样本一作业指导书书写模板作业指导书1目的即书写作业指导书的目的是什么是关键112适用范围适用于那些人在哪个环节使用该作业指导书213工作职责Who什么样的人使用该作业指导书各自的主要职 作业指导书范本 范文年1月1日 — 1.目的:明确工作职责,确保加工的合理性、正确性及可操作性。规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。 2.范围:21适用于钢结构的焊接作业。22不适用有特殊焊 (完整word版)焊接作业指导书及焊接工艺 文档之家
.jpg)
各类产品组装生产工艺作业指导书模板百度文库
各类产品组装生产工艺作业指导书模板发现异常不能自行处理,请及时通知拉长/主管版 本文件编号制定日期核定日期机型名称 BT音箱 型号图示×××××××电子有限公司×××部门作业指导书组装线 工序号工序名使用 名称原材 烙铁料及 胶件 工具作业类别 2015年10月10日 — PCBADIP手工焊接通用作业指导书1目的规范PCBA手工焊接操作,保证手工焊接质量。2适用范围适用于指导PCBA手工有铅焊接通用操作,有特殊焊接要求的按相应工艺文件要求操作。3作业条件31操作人员须经过培训合格后方可上岗作业。PCBA (插件DIP 贴片SMT 维修 烙铁焊接)手工焊接通用 产品作业指导书模板4 问题分析和改进作业指导书中列举的常见问题和解决方法可以作为问题分析和改进的参考,帮助企业不断改进产品的生产过程和质量。五、总结作业指导书是产品生产过程中必不可少的文件,它可以帮助企业确保产品的质量和一致 产品作业指导书模板百度文库5作业准备和条件 51设备 焊接所用设备应能满足焊接工艺要求,具有良好的工作状态和安全性。 52焊接工艺 521在焊接生产开始前,应制定详细的焊接工艺指导书,并对此焊接工艺进行评定。 421焊条的烘烤温度和时间应严格按照说明书要求进行。焊接作业指导书参考模板百度文库
.jpg)
焊接工艺指导书 道客巴巴
2020年1月4日 — 焊接工艺作业指导书本《焊接工艺作业指导书》是指导及保证焊接工序质量的指导性文件,适用于企业低碳钢和低合金高强度钢板材、钢丝等各种材质及型材的焊接。规程内容包括:焊接方法、焊前准备、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。一、焊接 提供SMT焊接质检作业指导书范文word文档在线阅读与免费下载,摘要:SMT作业指导书产品型号零件、配件工装、工具作业名称贴片焊接质检贴片完成后的组件放大镜等序号Pxx工时辅助材料立碑作成日期141124版本V1错位1检查元件有无错焊、漏焊。2检查焊点是否开裂、焊球中是否有孔洞。SMT焊接质检作业指导书范文word文档在线阅读与下载 81电阻焊机作业指导书文件编号电阻焊机作业指导书一 目的规范电阻焊机的操作,确保焊接产品的一致性版ห้องสมุดไป่ตู้本生效日期 页 码1 OF 1二 适用范围适用于所有电阻焊产品的焊接三 职责1工程师负责制定每款产品的焊接参数 如电流和电焊接时间 281电阻焊机作业指导书百度文库产品外观全检作业指导书范例参考产品指示面如图 ⑥由以上D级面旋转到 产品B级面如图③检查 外观上表面有无起泡 、起皮、发黑、发黄 、碰伤、砂孔、漏底 层、多料、碰缺、缺 料、披锋等不良。 产品检验标准程序(SIP)产品外观全检作业指导书以下 产品外观全检作业指导书范例百度文库

焊接作业标准指导书模板 豆丁网
2020年9月21日 — 发放编号:焊接作业指导书同意:审核:编制:实施日期:焊接作业指导书1使用范围本指导书适适用于我企业生产制造零部件焊接作业。2焊接总体工艺要求21人员要求211焊接人员必需经焊接理论学习和实际培训,经考试并取得对应资格证书后方可进行相
年产10万吨水泥粉磨站磨机是多大
--极方解石矿样品极方解石矿样品极方解石矿样品
--制粉加工机械尾矿石灰石制粒机
--雷蒙磨粉机可以磨粉煤灰吗
--先磨粉再用滴滤方法调制
--粉煤灰散装机水泥
--研磨石膏热膨胀
--汉中磨粉机配件
--立磨底座需不需要喷漆
--2万目超细粉
--膨润土红外光谱图
--建设用石石粉含量
--高岭土初步加工
--台式连续粉碎机
--1800TPH立式磨粉碎机
--枣庄碳酸钙立磨机一小时价格多少钱
--时产30吨重钙石灰石粉碎机
--安徽3磨辊矿石磨粉机厂家安徽3磨辊矿石磨粉机厂家安徽3磨辊矿石磨粉机厂家
--第三代雷蒙磨:价格
--kf100417鳄式矿石磨粉机哪里产的kf100417鳄式矿石磨粉机哪里产的kf100417鳄式矿石磨粉机哪里产的
--欧版镭蒙磨
--粉磨系统机 新乡 机械厂 生产
--从粉煤灰中提取提取铁石灰石粉碎机
--福建悬辊矿石磨粉机
--磨粉厂矿石磨粉机设备
--美国 石灰石粉碎机费用谁出
--400TPH矿石磨粉机
--立式磨矿石磨粉机的排矿口在哪 如何调节
--412Kg碳酸钙体积是多少
--高岭土承包合同范文
--